What is Quick Die Change?
ROEMHELD Quick Die Change Systems
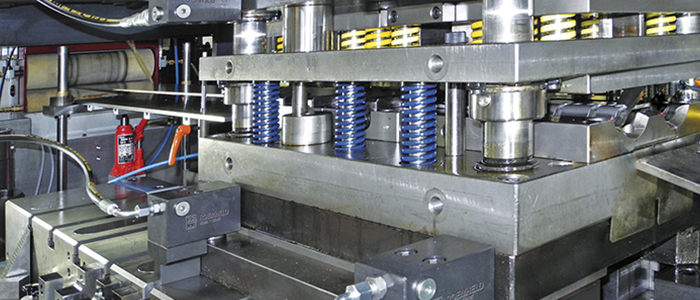
The metal forming industry once enjoyed the luxuries of long production runs, high inventory levels, and extended die change times. But in order to survive in today’s competitive worldwide market, manufacturers are reducing inventory cost by running smaller batch sizes and making shorter production runs. One way to maximize press uptime in an environment like this is to implement faster, more effective die changes. ROEMHELD Quick Die Change Solutions are vital if you want to achieve SMED or JIT manufacturing. We will help you take your die change from hours to minutes. Contact us now, or learn more about our products below.
Product Highlights
Click below!
|
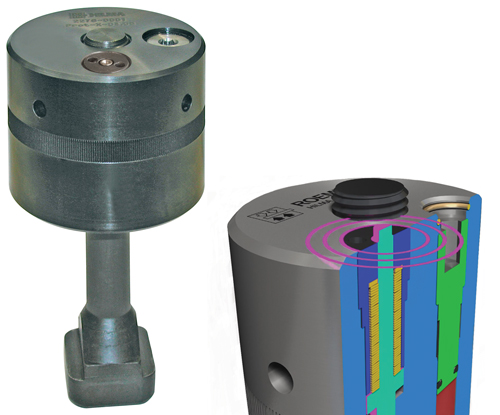
Product Spotlight Hydro-Mechanical Clamping Nut
|
Hydro-Mechanical Clamping Nut generates safe, repeatable clamp force of 11 tons with a standard ratchet wrench. Designed for clamping and locking dies on press beds and rams, this tool clamping element is ideal for whenever clamping up to 150 kN is required without the use of hydraulics. The user manually positions the clamping nut against the clamping edge and then the integral hydraulic cushion is preloaded by turning the hexagon socket. Used in die stamping, this clamping nut has a force indicator pin that allows the user to visually determine when the clamp has reached maximum clamping force. Watch a video below! |
Hydraulic Clamping Solutions
Click below!
Hydraulic clamping systems allow operators to clamp or unclamp the die with a control switch. With hydraulic clamping systems, a loss of retaining force will shut down the press; this is not the case with mechanical bolting systems. Manual bolting torque will not achieve safe and consistent die-retention forces like Hydarulic Clamping will.
|
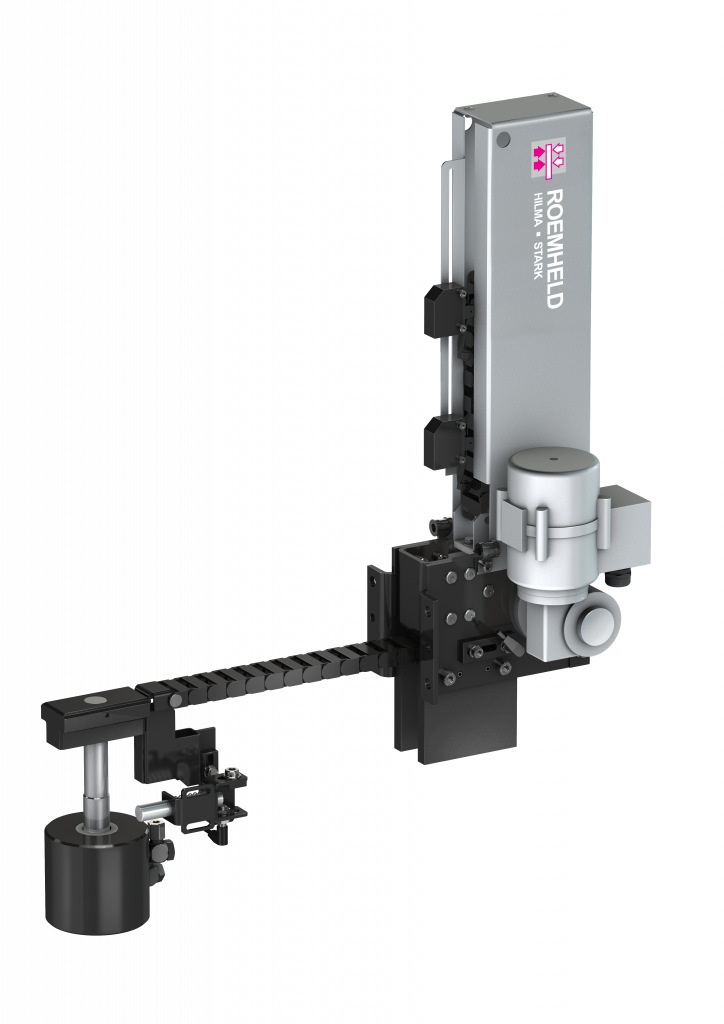
The electric motor-driven chain moves the clamping element automatically from the parking position to the clamping position and back. Learn More
|
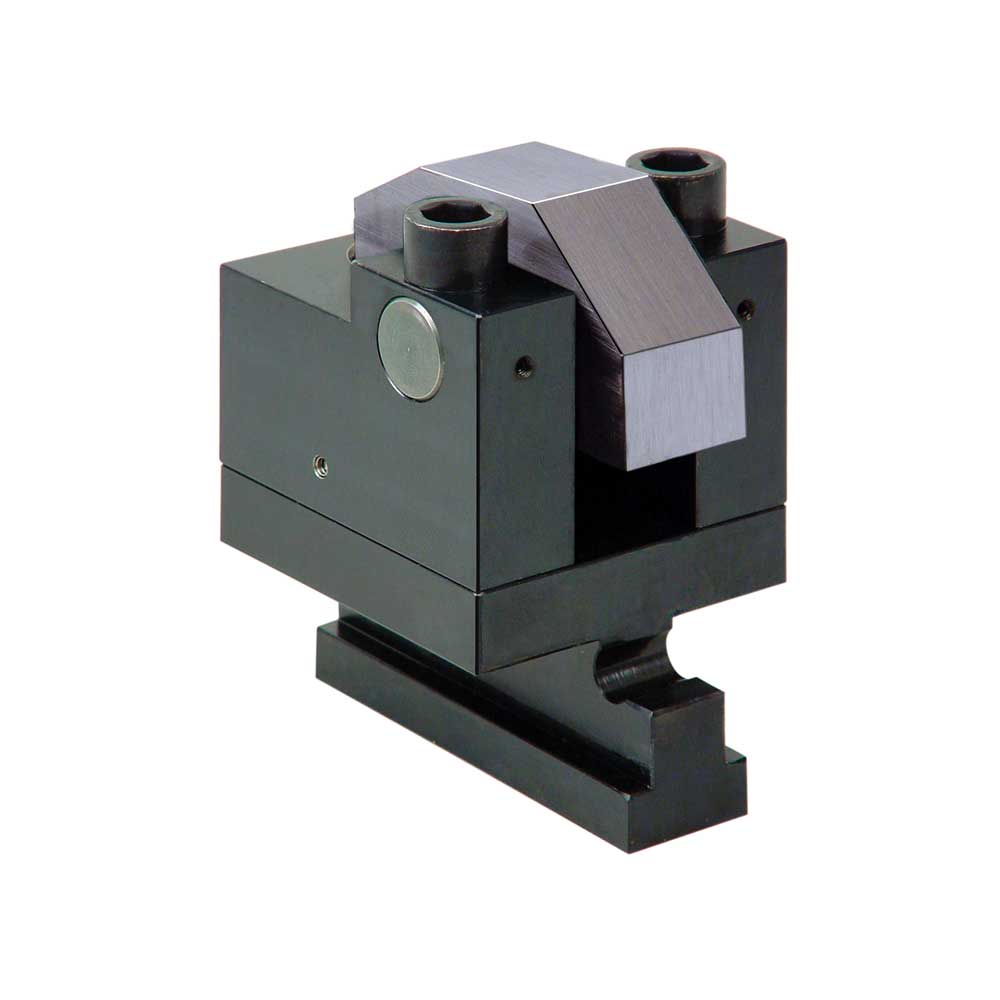
positioned manually in the T-slots of the press ram or bed. Suitable where space is limited and with small clamping edges Learn More
|
Easily install in existing T-slots without bolster or ram modifications. Give ability to clamp over a plate or ledge without the need for U-slots in the die shoe. Learn More
|
manually placed on the clamping edge of the die. The hydraulic unit screws onto a standard t-slot bolt. Watch Video!
|
|
Die Handling Solutions Click below! ROEMHELD Hilma offers the widest line of die clamping and handling systems in the industry for applications with mechanical presses, hydraulic presses, forging presses, injection molding machines, and die-cast machines. Some of the various products include die carts, die consoles, and die lifters (hydraulic, mechanical, or individual die lifters/rollers or bolster extensions). By implementing a die handling system you will improve the safety, productivity, and efficiency of your facility. Learn more below, and let us help you achieve a Lean Tool Changeover with ROEMHELD’s Quick Die Handling Systems.
|
|||
|
Safe and gentle die transport of heavy dies. Available w/ electro-hydraulic Lifting platform & hydraulic die lifters. Watch Video! |
Die changing system directly adapted to the press. Learn more |
used to lift the die and provide a roller surface to easily roll the die in and out during die-changing. Watch Video!
|
Die consoles provide easy and efficient die change on a stamping press bed. Watch video! |





What is a Quick Die Change?
A quick die change means that the material for the next part is in place, the automation is set up and the die is located and clamped in position, in the same place, the same way every time, in the shortest time possible.
What are the benefits of Quick Die Change?
• Increased machine capacity, by improving production and its revenues.
• Improved lead times, due to quick changeovers.
• More competitiveness, through just-in-time deliveries and better service to customers.
• Reduced inventories, due to smaller quantity runs and more frequent changeovers.
• Reduced labor costs, since die changes can often be done by the operator.
• Improved safety level. The dies are under control and roll smoothly in and out of the presses during the die change. Also, with automated systems, if the die is not clamped properly, the press simply will not operate.
How do you set up the Quick Die Change Method?
The following steps are involved in setting up for quick die change:
- Create a quick die change team.
- Select and analyze a press and it dies.
- Analyze the present die change process.
- Research and implement new processes and standards.
- Evaluate the new process.
- Follow up and repeat the process.
ROEMHELD’s engineers can help you determine the best clamps and other quick die change equipment for your specific needs. The following information about your press and its dies will be helpful:
• What are the present and long-range production requirements?
• What is the goal for die change time?
• How is the press room laid out?
• Which presses are involved?
• How many dies are used in each press?
• What are the minimum and maximum sizes and weights of the dies?
• What is the present clamping method, along with the quantity and size of the bolts used?
• What about the clamping points: locations, shape, clamping heights, depth of the ledge?
Hilma has a wide assortment of options. The quick die change equipment you might choose will depend on the answers to these questions. You can contact a Hilma engineer by calling 800-827-2526, or visit the online catalog. You can also download an application data sheet here.