Workpiece Clamping System MSH
clamping against the fixed jaw, mechanically operated
Features
- high flexibility due to the modular design
- fixed and clamping modules are available in various width
- any extension to the base modules is possible
- short set-up times
- the precise frictional connection between base and clamping module via fine toothing
- patented eccentric clamping by means of one fixing screw only

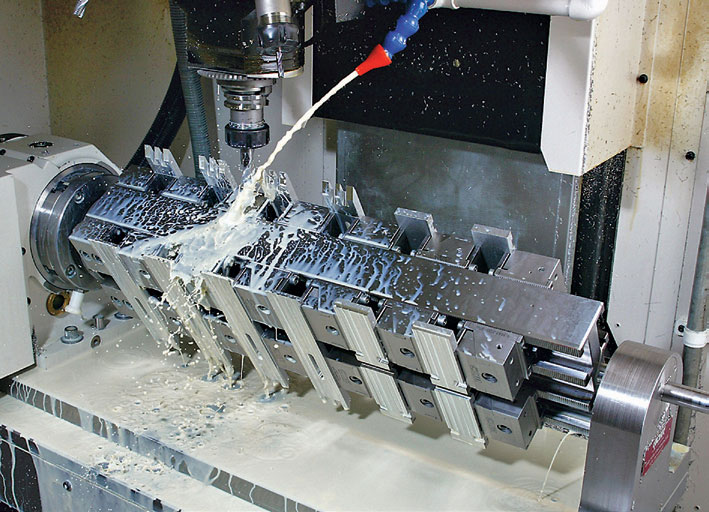
The high-precision multiple workholding system MSH clamps cubic workpieces with identical or different dimensions in small, medium, and large lot sizes. The multiple workholding system MSH may be used as an individual system or in combination with additional elements (e.g. towers, bridges, base plates) on all machine tools, machining centers and flexible manufacturing systems. Available in the three versions shown below, with the following jaw widths:
Premium – Highest precision in series
- •all faces grounded
- •tolerance ± 0.01 mm
- •all system parts hardened and
corrosion-resistant
- •clamping modules with retaining guide
- •scale on both sides
EasyClamp – For lower-cost introduction
- •all surfaces fine milled and surface hardened
- •tolerance ± 0.03 mm
- •scale one-sided
- •eccentric lead screw with hexagon socket
Goliath – Clamping modules for high requirements
- • clamping forces up to 40 kN per element
- •additional force absorption with link blocks
- •use at heavy-duty machining
All clamping series are compatible and can be combined with each other!
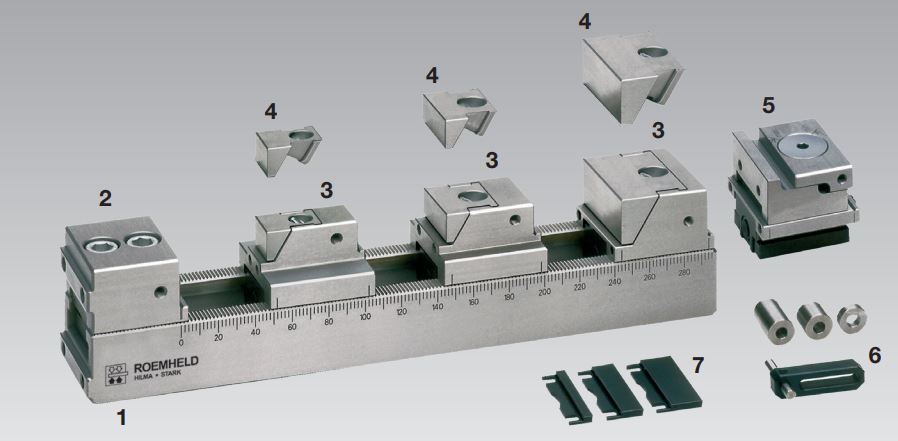
Design
The multiple workholding system MSH consists of modular elements (see picture above)
- Base module
- Fixed module
- Pull-down clamping modules
- Clamping jaws
- Linear clamping module
- Stops
- Workpiece supports
- Torque wrenchplates
The Setup of the Machine Vise
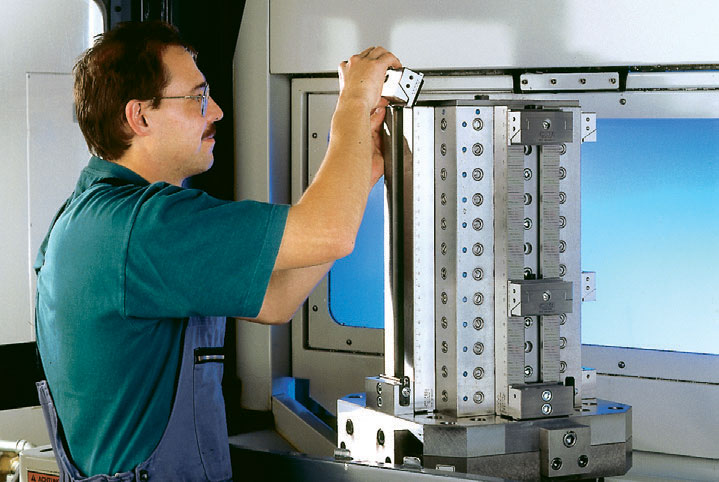
1. The clamping module with released eccentric locking is inserted in the slot.
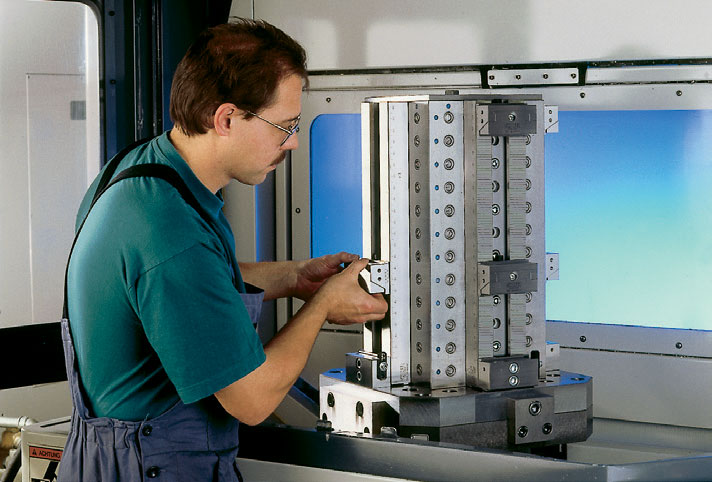
2. The clamping module is exactly positioned on the base module using the graduation marks and the scale.

3. The clamping module is fixed by means of the eccentric screw and the torque wrench.