Article from Manufacturing Engineering By Bill Koenig – Senior Editor Read the full article on Manufacturing Engineering
Makers of workholding devices strive to keep up with changes in machine tools.
Five-axis vises, such as Carr Lane Roemheld’s new MCP vises, are intended to rigidly hold a part while allowing increased tool access to features on five faces.
Five-axis vises, such as Carr Lane Roemheld’s new MCP vises, are intended to rigidly hold a part while allowing increased tool access to features on five faces.
Makers of workholding devices face a moving target. The machine tools they work with are changing. There’s more high-speed machining. More high-feed machining. More multi-axis machines. New uses of coolant to reduce temperatures during cutting operations.
That’s on top of other challenges. With manufacturing, very little can be done unless the piece being worked on is still. Workholding equipment—such as clamps, vices and chucks—is being called upon to hold still bigger and thinner pieces without distorting or damaging them.
“High-speed machining magnifies any workholding deficiencies,” said Aaron Hull, senior manufacturing engineer of Carr Lane Manufacturing Co. (St. Louis). “So the workholding must be as rigid as possible. But on the other hand, increasing the part access can become an even greater concern, particularly with five-axis machining capabilities. Unfortunately, those two needs generally conflict with one another.”
Machines are moving faster than ever, which creates challenges in the workholding world, according to Reese Johnson, customer support supervisor/applications specialist with Vektek LLC (Emporia, KS).
Greater speed means greater strain on work supports, he said. In response, “We took our most popular work supports and put in more capacity,” Johnson said. One model that had been rated at 1,000 lb of load was upgraded to 1,800 lb, for example.
There’s also the issue of chip removal. “The ability of machines to remove chips is always increasing, so with it comes the need for stronger, more rigid workholding,” said Tom Sheridan, president of Royal Products (Hauppauge, NY). “More and more CNC lathes are now being purchased with milling capability, so the forces applied to the workholding can be both greater and multi-axial. The growing popularity of secondary-spindle machines has also driven us to optimize our collet chuck accuracies—which is important for secondary-op work.”
One factor for some workholding companies more than others is whether their customers work with a lot of challenging materials.
“Difficult-to-machine materials are even more difficult with poor workholding,” Carr Lane’s Hull said. “Difficult materials often require increases in cutting forces, which in turn can require more rigid workholding.”
To address the new challenges, workholding product makers are utilizing various strategies.
Customer Input is Key
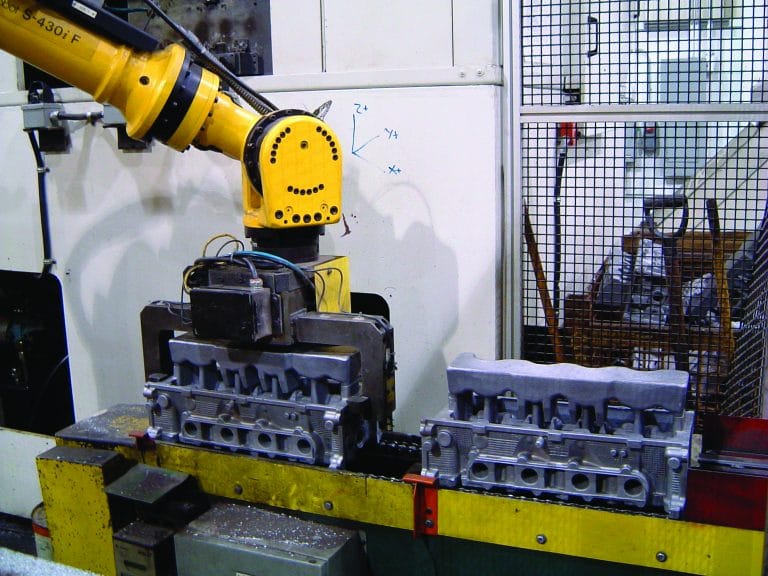
TACO’s Robohand Gripper picking up and moving a brake rotor from the clamping fixture to the next machining station.
When in doubt, check in with the customer as well as your own factory floor. “Identifying needs comes from visiting and talking with customers to get their feedback as well as identifying opportunities within our own St. Louis production facility,” Hull said.
“Certainly, the voice of the customer is paramount,” said Tom Stimac, sales director, distribution North America for DESTACO (Auburn Hills, MI). “We listen to what their concerns are. We have live chats with our technical support and engineering team. We spend a lot of time modifying our products to meet a customer-specific application.”
Sometimes, customized products lead to new models, Stimac said.
“We want to see if it has any sustainable commercial viability,” he said. DESTACO seeks to determine if “there’s a greater need in the entire industry for a product.”
“Many of our products have evolved from needs we’ve encountered in our own manufacturing processes,” said Sheridan of Royal Products. “Every product we sell is first tested, and then used in production within our own factory. If it doesn’t have value in our own manufacturing environment, then we often won’t bring it to market. We are also close to our end users in the design/manufacture of many custom workholding solutions. Sometimes these ‘specials’ become the genesis for broader-use standard products.”
New Materials, Designs
Vektek has developed new materials for its work supports. Johnson and Aaron Luthi, new product innovator, declined to discuss specifics but said the company has a patent pending.
“We are utilizing advanced materials and work processes,” Johnson said.
“These materials probably weren’t available 30 years ago,” Luthi added. “We felt it was time and this is where we have gone.”
Vektek also changed the bearing design for a rotary coupling device that permits hydraulic fluid to be sent through it at pressure. Before that, higher-speed machines were putting more strain on the device. The new design alleviated the problem.
The company also introduced an in-the-port sequence valve. “It screws right into the port of the device, reducing the number of internal circuits,” Johnson said. “You don’t have that spider web of internal plumbing downstream of each fixture level sequence valve.” Vektek invented and patented a new link clamp design with a 360º rotationally adjustable lever. The company says the design allows a user to adjust the clamping point on a family of parts as well as be more efficient with plumbing and fitting the link clamp in a tight space.
“It’s a challenge that’s always existed on five-axis machines,” said John Zaya, production manager for workholding at BIG Kaiser. “That’s spindle clearance. In some cases, some machines have a limitation where the center line to the spindle to the outer spindle housing…creates a limit you can’t exceed.”
“The problem has always been there,” Zaya continued. “What was the solution? People have been building risers forever. The problem is it wastes time and money to set them up.”
The modular system changed that.
“Rather than making the riser a dummy block of material…the modular system allows customers to gain the elevation they need,” Zaya said. “They can take it apart and put it back at will.”
In the past, because the risers took so long to set up, shops would try to make long runs of parts. “In today’s just-in-time environment, low-inventory environment, nobody wants to make a long run,” Zaya said. “The reason we got involved is we have a system that works very well.”
BIG Kaiser also came up with a UNILOCK stabilizer for tall workpieces being machined. “We can hold onto something at the tip of it and run the system down to the machine table or a bench.”
Royal Products has made a series of product changes. Sheridan said the company’s QG Collet Chucks are designed for new machine tools. The company said it provides 10-second collet changes to reduce setup; parallel-grip collets that hold workpieces more accurately and securely to enable heavier cuts and “greater utilization of machine tool capabilities;” tool clearance that makes the line of chucks “well-suited for milling applications now common on many CNC lathes and multi-tasking machines;” and better sealing for high-pressure coolant applications.
Carr Lane’s Hull said his company is “striving to minimize workholding footprints” with new products. They include its Internal Bore ID Clamps, designed to provide clamping force within a small package. The company’s Carr Lane Roemheld MCP standard and concentric vice start as small as 4″ long x 1.5″ wide x 2.5″ tall (102 x 38 x 63.5 mm). It also offers Tiny Vise edge clamps, which can provide up to 4,500 lb of clamping force, each in a very small package.
DESTACO has taken a variety of steps, including Toggle Lock Plus for its manual clamps, a safety feature that adds a secondary lock to the clamp. “It gives you a secondary lock level,” Stimac said. “It’s especially good in applications where there are vibrations.”
With swing clamps, “if you lose air pressure or hydraulic pressure, it could open back up,” he said. “You like to have a way of locking it if pressure is lost.” DESTACO is launching such a product in 2019. “That came from feedback out in the field,” he said. “It’s a safety measure for the operator.”
More Engineers
Royal Products says its QG Collet Chucks are designed for new machine tools and provide 10-second collet changes.
Workholding companies are looking to expand their rosters of engineering talent. Vektek said its engineering staff has expanded by half in recent years, though it declined to provide specific figures.
DESTACO has created four of what it calls pods of engineers. One team handles manual workholding; a second automated workholding; a third deals with sheet metal and metalworking applications; and the fourth is concerned with automation. The latter helps customers interested in automating production processes.
At Carr Lane, Hull joked about the question of engineering hiring. “Why, do you know of any that are looking for a job?” he asked. His serious answer: “Carr Lane has been expanding our engineering department over the past few years and devoted more engineering time to developing new products.”
Royal Products views increased engineering as helping to develop customized products for customers.
“The greatest driver for us in regard to engineering capacity is the desire of our customers to obtain customized systems that optimize their production,” Sheridan said.
The IIoT and Automation
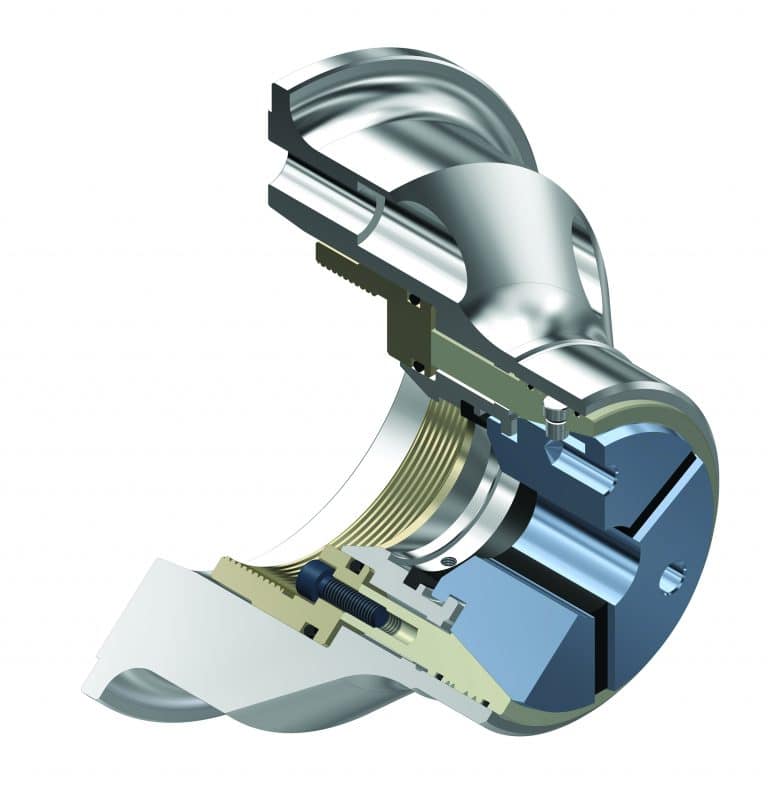
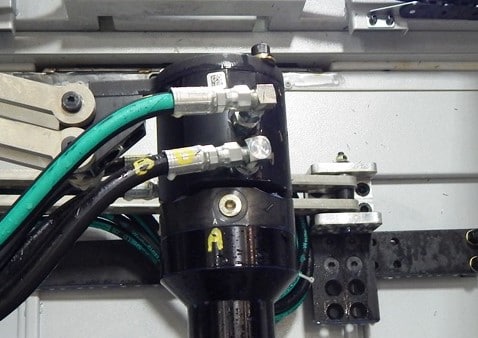
A Vektek rotary union.
In some cases, workholding is being affected by the Industrial Internet of Things (IIoT). “Connected” machines communicate with each other and with human operators. That can enable better preventive maintenance and reduce downtime.
“People are wanting to go more and more toward automation from manual,” said DESTACO’s Stimac. “People want automated solutions. If you think of the IIoT, you can provide feedback to equipment. As a result, there is the automation of both the opening and closing of clamps.”
DESTACO also has automated tool changers. The company helps customers “automate in a circular machining environment,” he said. The company also has added sensors to workholding to go deeper into preventive maintenance, Stimac said. “We’re working on ways on coming up with better solutions.”
There also is the issue of safety. BIG Kaiser’s Zaya said it has gone into the IIoT “in a little way.”
“We don’t want people looking inside the machine,” Zaya said. “We want some secondary safety system we can build (and) interface with the control of the machine or control of the robot. It’s not something that requires an operator to look at it physically anymore.”
CLOSED FOR U.S. HOLIDAY
We will be closed on July 4 and 5, 2024, in observance of Independence Day in the US.