Magnetic clamping technology for automatic punching machines
M-TECS Magnetics for Quick Die Change
Smaller batch sizes, shorter lead times and an ever increasing variety of die sizes have become a constant challenge to many of today’s metal forming companies. In order to cope with these manufacturing demands, new methods must be found to implement more frequent die changes, while minimizing press down time. The new method must be able to universally clamp dies of many different shapes, sizes and weights.
The M-TECS product line, introduced to the market several years ago, embodies magnetic clamping technology, which means rapid clamping, and offers decisive benefits to users, such as:
- Clamping times between 2 and 3 seconds, thus a shorter machine downtime, reduced set-up costs and higher productivity
- All stamping dies can be changed without any modification, i.e. no standardization of the dies is required
- The clamping force spread across the full die surface, ensures distortion free clamping, thus providing improved product quality, less scrap and reduced die wear
- Reduced maintenance costs are a logical result
- Quicker set-up times allows for shorter production runs
- Safe, ergonomic die handling with reduced operator effort
- Short run-ins lead to increased productivity
- Press control interface provides a higher safety level
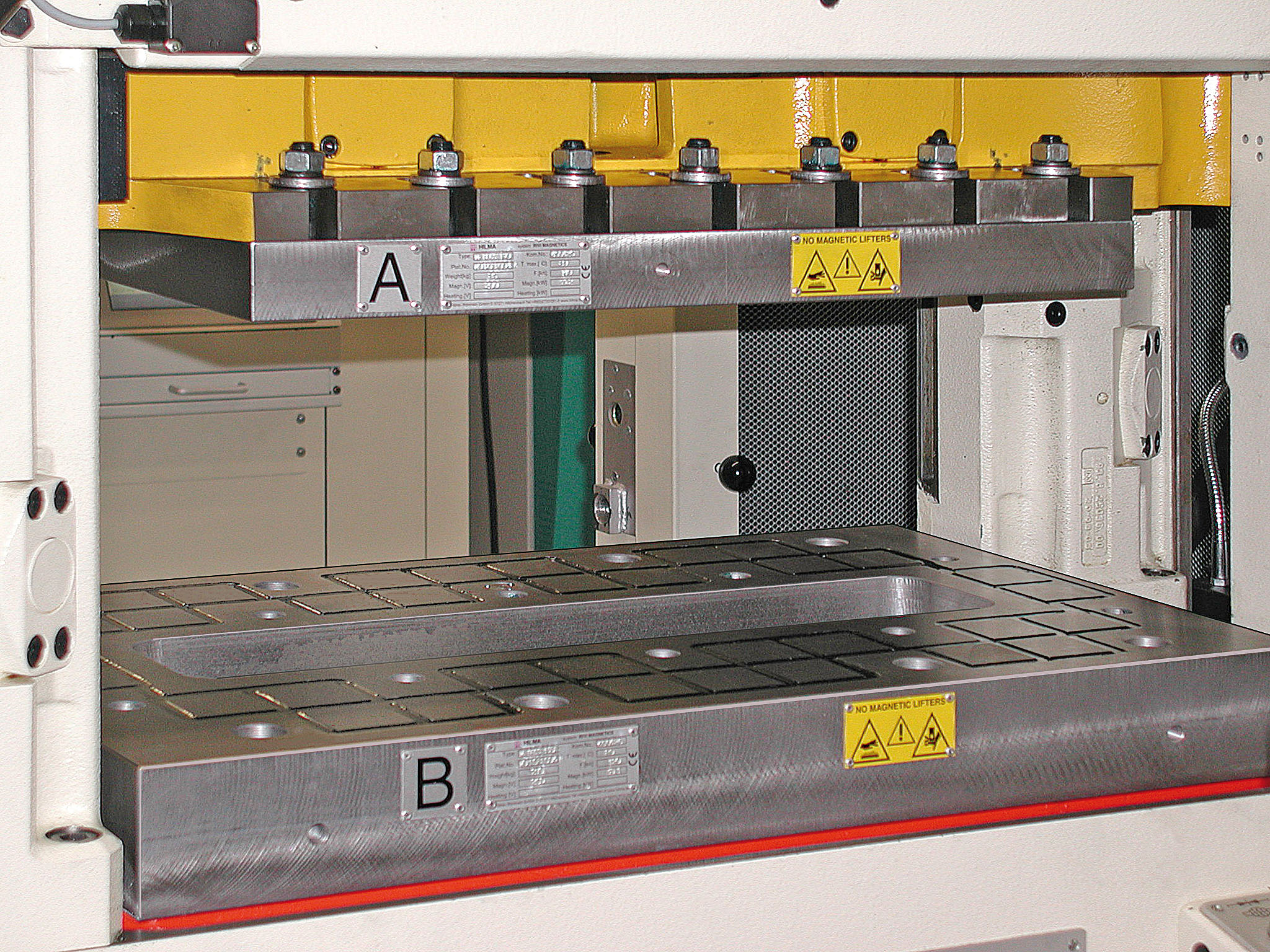
Principle of the function of the magnetic clamping system
The technology of magnetic clamping plates is based on the principle of an electro- permanent magnet which means that it remains safely clamped even in the event of a power failure. Electrical power is only needed for 2 to 3 seconds to clamp and magnetize or to unclamp and demagnetize the die. Once in operation, the magnetic platens no longer need any power.
The magnetic force is built up in a very flat, highly concentrated magnetic field. This magnetic field penetrates the die base plate by just a few millimetres (about 5/8 inch), and therefore has no influence on the die, the punch or the workpiece. The magnetic forces achieved are between 2 and 12 kg/cm², (28 to170 lbs/in²), depending on the surface. This means clamp force is proportional to the die size. Clamping forces of 500, 1000 or 2000 kN (55, 110 and 220 US tons) are possible. The design and magnetic forces required can be adjusted, as needed, per the application. The design of the magnetic plates is quite flexible and can be adapted, at customer’s request, to most different requirements with respect to size and shape. The plates have a thickness of 47mm (1.85in). Additional holes for centering, locator pins, or slots for die lifters or options of mechanical clamping can be easily integrated into the magnetic plates.
The geometric shape of the magnetic plates is not subject to any restrictions.
The system itself has no movable parts and is virtually maintenance-free. It can be retrofitted to almost all existing presses and built into new presses.
In addition to the two electro-permanent magnetic plates, the system also includes, a control system, remote control unit and a complete set of cables. Installation typically only takes a few hours.
System Safety
With the control system properly interfaced with the press, the safety system integrated into the magnetic clamping control package provides the safe work environment for the operator and the press. The system monitors the parameters of magnetic force, die position and temperature during the press operation. The smallest die movement will cause the machine to stop which means guaranteed safety for man and machine. An lighted display on the remote control unit always shows the condition of the system. The magnetic clamping system is CE- tested and complies with machine directive 98/37 EEC and low-voltage directive 73/23 EEC, EMC 89/336.
The interface to the press is voltage-free, dry contacts to the press controls or via a standardized EUROMAP interface.
For more information, contact Hilma engineering at 1-800-827-2526.